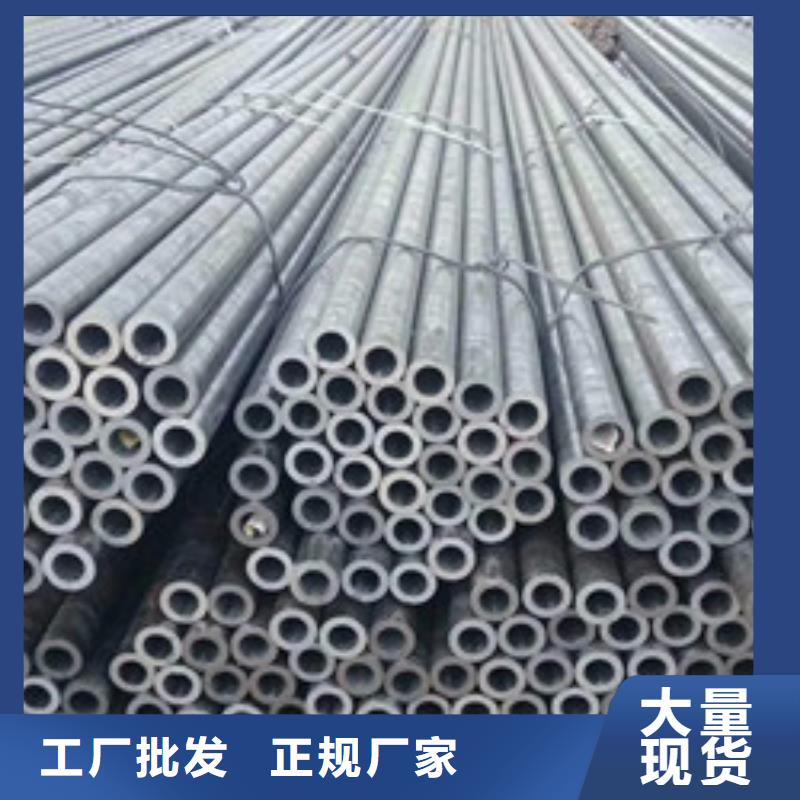
以下是:(生产)外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 电询 |
|---|
| 发货期限 | 合同 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 合同 |
|---|
(生产)外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家,全胜辐射防护工程有限公司为您提供(生产)外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家,联系人:姚经理,电话:18263559678、18263559678,QQ:645973998,请联系全胜辐射防护工程有限公司,发货地:聊城经济开发区发货到河北省 邯郸市 邯山区、丛台区、复兴区、峰峰矿区、临漳县、成安县、大名县、涉县、磁县、肥乡区、永年区、邱县、鸡泽县、广平县、馆陶县、魏县、曲周县、武安市。 河北省,邯郸市 邯郸市位于河北省南端,西依太行山脉,东接华北平原,与晋、鲁、豫三省接壤,是京津冀协同发展和中原经济区区域性中心城市,也是重点建设的老工业基地。邯郸是东出西联、通南达北的重要节点,境内铁路有京广、邯长、邯济、邯黄铁路和京广高铁;干线公路有6条高速公路,7条国道及17条省道。
想了解我们的(生产)外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:(生产)外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家的图文介绍
外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家")
这让无缝钢管,即是保留了,钢管各方面性能。同时也是减轻了,管道自身重量。其次无缝钢管,都是经过了,色抗氧化处理。在无缝钢管表面,牢牢地吸附着,一层稀有金属镀层。在这样情况下,即是自行车,经常都会被雨淋。 要么就会现,泄露问题。要么就是现了,管道爆裂情况。后来经过朋友介绍,李先生知道了,一种新钢管种类,这就是无缝钢管。这种管道采了,热轧冷拔制作工艺。这让钢管面对,环境能力分强。了无缝钢管之后,这些问题都不存在了。 这使得我们,平时所看到钢管,多数都处于生锈状态。可是在近几年中,这种情况越来越少见了,那就是因为,无缝钢管替了普通钢管。之所以运输行业,会选择无缝钢管,这有着很多方面因。首先个因,那就是无缝钢管,对于自身规格,有着分严格要求。 而无缝钢管不同,这种管道采是冷拔热轧工艺,这使得钢管,在韧性方面非常色。这些钢管在加工过程中,根本不加入,一些保护钢管措施,就可以进行加工。这样一来安装,和拆卸钢脚架,都可以节约不少时间。
外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家")
外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家")
焊接钢管目前根据焊缝形式不同分为直缝焊接钢管、螺旋焊接钢管两种,直缝焊接钢管就焊接工艺不同又分为直缝电阻焊钢管(ERW)和直缝埋弧焊钢管(LSAW),执行标准为《低压流体输送用焊接钢管》(GB/T3091-2001),焊接钢管均是利用轧辊等模具将带钢延圆形渐开线逐步卷为圆形,再通过埋弧、电阻等不同焊接方式焊接成型生产的钢管。该成型方式的特点是产品产量高、成本低、耗能小、长度可以达16米且可以定尺、直径及壁厚可良好控制,缺点主要是目前国内钢管生产设备技术落后,导致焊缝部分强度不足,壁厚一般国内无法做厚。目前可以承接美国ASTM A53、德国DIN、日本JIS、美国石油学会API Spec 5L等各种标准的焊接钢管,热扩钢管是指钢管中频加热后利用模具扩径生产的钢管,该成形方式母材既可用无缝钢管,也可用焊接钢管(需要除去内焊缝),特点为母材灵活、产量高、耗能大、成本低。[]目前还没有热扩钢管相关标准,一般执行GB/T8163-1999标准。本公司拥有2套热扩生产线,一条为219-325mm生产线,一条为325-630生产线。
从行业现状可知,我国长期以来走无缝钢管发展之路,造就了一个“无缝钢管大国”,在技术思路上似乎走了弯路,进人了误区。“管道工程建设所用的管材,经过数年的努力,从无缝,到螺旋缝,到中直缝,走过了漫长的道路”,“大量使用无缝钢管,甚至大量进口,外国人对此都表示难以理解”。为什么外国人对中国“大量使用无缝管难以理解”就是因为国外早已用焊管来取代大部份用途的无缝管。中国本来是沿袭无缝钢管发展的模式,而70年代后已经将无缝管的比例下调到43.4% ,可为什么我国一直照老路走下去呢?颇令人反思究其原因主要是旧计划经济体制不计成本,不求效益,思想禁锢、惯性思维、缺乏创新意识。不见曾经有人对焊管技术不理解、不放心,对焊管“无缝化”这个术语采取令,实际上焊管技术在不断发展,“无缝化”的程度在不断提高。
外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家")
外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家")
外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家")
全胜辐射防护工程有限公司是一家专注于 河北邯郸DR室铅门的大型企业。生产工艺严格按照ISO9001质量管理体系,产品质量得到可靠的保障。本公司一贯以“高质量的产品、合理的价格、良好的信誉服务”为基本原则。真诚的期待成为您忠实的朋友和合作伙伴,共创互惠双赢的未来!
外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家")
外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家")
外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家")
焊管“无缝化”的含义焊管和无缝管相比, 的区别是焊管有一道焊缝。由于有了焊缝,使外形凸出高于母材很多,明显地看出了“缝”;同时,内部物理性质上也产生了变化。如果能够在这两个方面—外在与内在,都能使焊缝与母材相同、相近或者相等母材性能,等同于无缝,这就是“无缝化”的含义。“无缝化”的两个方面如上所述,焊管无缝化包含两个方面的内涵,几何无缝化,使焊缝余高尽可能小;物理无缝化,使焊缝(包括周围热影响区)的物理性能趋于与母材一致。焊管的几何无缝化光滑地掉焊缝处因挤压焊接后所形成的外毛刺和内毛刺,使焊管在几何外形上几乎看不到焊缝。我国和美国标准中内毛刺的残留高度大致上规定了两档精度: 档(O.127 mm;第二档0.254 mm)。
焊管的物理无缝化几何无缝化处理后的焊管虽然外表上已几乎看不到焊缝,但焊缝内部的金相组织与母材仍有较大区别,焊缝区的机械性能较低。为此,需要经过热处理细化焊缝区的晶粒、去除焊接应力,实现与母体金相组织、机械性能的一致化,这个过程我们称之为焊管的物理无缝化。碳钢管通常采用退火处理,而不锈钢则采用固溶处理。几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2 mm以内,甚至0.1 mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可。物理无缝化—焊缝退火处理在高频焊接过程中,由于趋肤效应、临近效应和热传导的综合作用,造成了管坯边缘附近的温度分布梯度,形成了熔化区、部分熔化区、过热组织区、正火区、不完全正火区、回火区等特征区域。其中过热区组织由于焊接的温度在1100℃以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定的化学成分和冷速条件下还会形成硬而脆的晶相。此外,由于温度梯度的存在也会产生焊接应力。其综合结果,焊缝区的综合机械性能比母材低。焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。
外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家")
外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家")
外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家")
(生产)外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家,全胜辐射防护工程有限公司为您提供(生产)外径20-630mm壁厚2-100mm厚壁无缝钢管生产厂家产品案例,联系人:姚经理,电话:18263559678、18263559678,QQ:645973998,发货地:经济开发区。